



廣州市番禺區化龍污水處理廠一期工程全廠自動化(設備)監控系統集成方案
發布時間:2018-12-13 點擊量:2601

1. 系統概述
廣州市番禺區化龍污水處理廠是廣州市番禺區的重要污水處理廠,設計的每日污水處理量為2萬立方米.中山市沅力智能科技有限公司承擔了一期工程全廠自動化(設備)監控系統集成工程。
一期工程全廠自動化(設備)監控系統由系統監控層(監控計算機操作站、數據服務器、工程師維護計算機站等)、現場控制層(PLC控制柜、分布式IO柜、現場儀表等)、現場設備層(各種設備的現場操作柜、啟動柜、變頻柜等)組成。系統監控層與現場控制層之間采用工業以太環網通訊(TCP/IP協議),現場控制層PLC主站(S7-300 315-2DP)與分布式IO(ET200M)從站、S7-200PLC分站及變頻器子站之間采用PROFIBUS總線通訊(PROFIBUS-DP協議)。
2臺監控計算機操作站與1臺數據服務器分別采用Microsoft Windows XP SP2操作系統,Microsoft SQL Server 2005 for WinCC數據庫服務器,Microsoft Office Excel 2003電子表格軟件,SIEMENS SIMATIC WinCC V6.2 SP2 ASIA監控系統軟件等組成。
工程師維護計算機站采用Microsoft Windows XP SP2操作系統,Microsoft SQL Server 2005 for WinCC數據庫服務器,Microsoft Office Excel 2003電子表格軟件,SIEMENS SIMATIC Manager STEP 7 v5.4 SP3項目管理器集成STEP 7 V5.4(支持LAD梯形圖/STL語句表/FBD功能框圖3種編程環境)編程軟件,S7-PLCSIM v5.4程序模擬軟件,STEP 7 MicroWIN V4.0 SP6(支持LAD梯形圖/STL語句表/FBD功能框圖3種編程環境)編程軟件,WinCC flexible 2008 觸摸屏組態軟件,WinCC V6.2 SP2 ASIA監控系統軟件等組成。
2臺監控計算機操作站監控系統相互冗余,并且與單臺數據服務器時鐘同步,3臺計算機并聯平行運行,實現監控計算機操作站與數據服務器數據記錄時間與時間觸發時間準同步。監控計算機操作站聯接打印機支持報表數據打印及趨勢曲線打印功能,并且連接投影儀支持視訊監視任務。
現場控制層配置2套SIEMENS S7-300PLC主站、2套SIEMENS MP277 HMI操作站、3套SIEMENS ET 200M分布式IO從站、8套變頻器子站、3套SIEMENS S7-200PLC分站(獨立設備、制造商自成系統)。1# S7-300PLC主站與1#MP277 HMI操作站、1#ET200M分布式IO從站、4臺變頻器子站以及3-4# S7-200PLC(污泥處理部分/自成系統)分站負責污水前期處理(進水部分、粗格柵部分、泵房部分、細格柵部分、旋流出砂部分)、PAC加藥部分、生物除臭部分、污泥處理部分的系統控制和數據采集。3-4# S7-200PLC分站與1# S7-300PLC主站通過工業以太網通訊進行數據交換并上傳系統監控層計算機進行監視。2# S7-300PLC主站與2#MP277 HMI操作站、2-3#ET200M分布式IO從站、4臺變頻器子站以及5# S7-200PLC(消毒排水部分/自成系統)分站負責鼓風機房部分、CASS工藝池部分、消毒排水部分、中水回用部分的系統控制和數據采集。1#PLC主站與2#PLC主站之間通過工業以太網進行數據交換。
現場設備層由各設備、電氣控制柜或儀表的制造供應商按自控系統深化設計要求提供相應的通訊、IO接口等滿足系統自控功能及要求即可,在此不做敘述。
下圖為廣州市番禺區化龍污水處理廠一期工程全廠自動化(設備)監控系統組態圖。

2. 現場控制層的自控程序設計
現場控制層的自控程序設計分獨立設備的手自動功能控制、系統聯動控制兩部分敘述。
2.1 獨立設備的手/自動功能控制
2.1.1閥門類設備的控制
程序員針對閥門類設備開發了控制功能塊,如果閥門現場手動控制時控制功能塊不對該閥門執行任何自控動作,只對該閥門實時狀態進行監控,同時將功能塊復位為HMI手動狀態。如果閥門現場選擇開關置于遠程自動控制時控制功能塊對該閥門進行系統自動控制或HMI手動控制。系統自動控制時閥門按系統自動控制邏輯執行打開/關閉/暫停操作,HMI手動時通過HMI(觸摸屏、計算機操作站)對該閥門進行手動執行打開/關閉/過程停止操作,同時閥門退出自動控制序列。
閥門在開關過程中受到開/關到位信號控制而停止打開/關閉操作。如果出現過力矩或故障時自動停止打開/關閉操作并且鎖定,直到過力矩和故障恢復正常后操作鎖定解除。功能塊對開關過程進行秒計時,如果超過設定的動作時間(例如500Sec)將停止打開/關閉操作并且輸出操作超時事件報警。如果出現過力矩/故障/超時事件時功能塊輸出事件綜合報警。
如果閥門因為故障或檢修等原因可在該閥門控制功能塊中禁用操作權限,此時該閥門不受系統自動控制和HMI手動控制,并且退出自動聯動控制序列,故障解除或檢修完畢后可在功能塊中啟用操作權限恢復系統控制。
2.1.2回轉式及往返耙式格柵除污機類設備的控制
程序員針對回轉式及往返耙式格柵除污機類設備開發了工藝控制功能塊,如果該類設備現場手動控制時此設備的控制功能塊不對其執行任何自控動作,只對該設備實時狀態進行監控,同時將該設備控制功能塊復位為HMI手動控制停止狀態。如果該設備現場選擇開關置于遠程自動控制時控制功能塊對該設備進行系統自動控制或HMI手動控制。系統自動控制時該設備按系統自動控制邏輯(系統聯動啟/停邏輯控制)及工藝控制要求(格柵除污機設置液位差控制和定時控制,如果格柵除污機前后液位差≥啟動液位差時自動執行開啟動作,前后液位差≤停止液位差時自動執行停止動作;定時控制是格柵除污機停止狀態計時器≥可設定間隔時間后自動執行啟動操作并且復位停止狀態計時器,運行狀態計時器≥可設定運行時間后自動執行停止操作并且復位運行狀態計時器。系統操作員可以根據工藝需要選擇液位差控制及定時控制,如果同時選擇了液位差控制和定時控制,定時控制具有優先權限)執行啟動/停止操作,HMI手動時通過HMI(觸摸屏、計算機操作站)對該設備進行手動執行啟動/停止操作,同時該設備退出自動控制序列。
如果該設備出現故障或其他事件保護(例如過熱、過流、過載等)時自動執行停止操作并且鎖定,同時輸出事件報警,直到故障和事件保護恢復正常后自動解除鎖定及事件報警。控制功能塊根據反饋的運行信號對該設備運行時間按小時進行累計,同時設置了計時器復位功能。
如果設備因為故障、事件保護或檢修等原因可在該設備控制功能塊中禁用操作權限,此時該設備不受系統自動控制和HMI手動控制并且退出自動控制序列,故障、事件解除或檢修完畢后可在功能塊中啟用操作權限恢復系統控制。
2.1.3工頻運行的泵、風機、攪拌器、輸送機、砂水分離器等通用類設備的控制
程序員針對工頻運行的泵、風機、攪拌器、輸送機、砂水分離器等通用類設備開發了通用控制功能塊,如果該類設備現場手動控制時此設備的控制功能塊不對其執行任何自控動作,只對該設備實時狀態進行監控,同時將該設備控制功能塊復位為HMI手動控制停止狀態。如果該設備現場選擇開關置于遠程自動控制時控制功能塊對該設備進行系統自動控制或HMI手動控制。系統自動控制時該設備按系統自動控制邏輯執行啟動/停止操作,HMI手動時通過HMI(觸摸屏、計算機操作站)對該設備進行手動執行啟動/停止操作,同時該設備退出自動控制序列。
如果該設備出現故障或其他事件保護(例如斷電、過熱、過流、過載等)時自動執行停止操作并且鎖定,同時輸出事件報警,直到故障和事件保護恢復正常后自動解除鎖定及事件報警。控制功能塊根據反饋的運行信號對該設備運行時間按小時進行累計,同時設置了計時器復位功能。
如果設備因為故障、事件保護或檢修等原因可在該設備控制功能塊中禁用操作權限,此時該設備不受系統自動控制和HMI手動控制并且退出自動控制序列,故障、事件解除或檢修完畢后可在功能塊中啟用操作權限恢復系統控制。
2.1.4變頻驅動的泵、風機等設備的控制
程序員針對變頻驅動的泵、風機等設備開發了帶PROFIBUS通訊功能的變頻控制功能塊,如果該類設備現場手動控制時此設備的控制功能塊不對其執行任何自控動作,只對該設備實時狀態進行監控(變頻電壓、電流、頻率、運行狀態等),同時將該設備控制功能塊復位為HMI手動控制停止狀態并且鎖定手動給定頻率為0.0Hz。如果該設備現場選擇開關置于遠程自動控制時控制功能塊對該設備進行系統自動聯動控制或HMI手動控制。系統自動控制時該設備按系統自動控制邏輯及自動計算(PID計算等)得出的變頻速度執行變頻運行/停止操作,并且復位HMI手動操作命令,鎖定手動給定頻率為0.0Hz。HMI手動時通過HMI(觸摸屏、計算機操作站)操作指令及手動給定頻率(0.0-50.0Hz)對該設備進行手動變頻運行/停止操作,同時該設備退出自動控制序列。
如果該設備出現故障或其他事件保護(例如斷電、過熱、過流、過載等)時自動執行停止操作并且鎖定,同時輸出事件報警,直到故障和事件保護恢復正常后自動解除鎖定及事件報警。控制功能塊根據反饋的運行信號對該設備運行時間按小時進行累計,同時設置了計時器復位功能。
如果設備因為故障、事件保護或檢修等原因可在該設備控制功能塊中禁用操作權限,此時該設備不受系統自動控制和HMI手動控制并且退出自動控制序列,故障、事件解除或檢修完畢后可在功能塊中啟用操作權限恢復系統控制。
PROFIBUS通訊報文采用4PKW/2PZD字完成S7-300PLC與變頻器子站之間的讀寫操作,4PKW字報文負責變頻器電壓、電流、電量、溫度等參數的讀寫,2PZD字報文負責變頻器的狀態字、實際速度字、控制字、速度控制字參數的讀寫。變頻器控制、保護操作、狀態、運行參數等均由集成PROFIBUS通訊功能的變頻控制功能塊來完成數據讀寫。
2.1.5變頻驅動的潷水器的控制
程序員針對變頻驅動的潷水器開發了帶PROFIBUS通訊功能的變頻控制功能塊,如果潷水器現場手動控制時此控制功能塊不對其執行任何自控動作,只對潷水器實時狀態進行監控(頻率、運行狀態、位置限制等),同時將該控制功能塊復位為HMI手動控制停止狀態并且鎖定手動給定頻率為0.0Hz。如果潷水器現場選擇開關置于遠程自動控制時控制功能塊對潷水器進行系統自動聯動控制或HMI手動控制。系統自動控制時潷水器按系統自動控制邏輯及自動給定的變頻速度(自動給定的下降變頻速度可根據工藝要求整定,同時在下降過程中執行曲線算法功能,下降過程速度按算法器輸出結果逐步減慢,使出水均衡、對污泥無擾動,保證出水效果和排水質量,潷水完畢后潷水器以工頻50Hz快速上升)執行變頻下降/工頻上升/過程暫停/行程到位停止等操作,并且復位HMI手動操作命令,鎖定手動給定頻率為0.0Hz。HMI手動時通過HMI(觸摸屏、計算機操作站)操作指令及手動給定頻率(0.0-50.0Hz)對潷水器手動執行變頻下降/工頻上升/手動停止/行程到位停止等操作,同時該潷水器退出自動控制序列。
潷水器在下降/上升過程中受到降/升到位信號控制而終止下降/上升操作。如果潷水器出現故障或其他事件保護(例如斷電、過扭矩、超限位等)時自動執行停止操作并且鎖定,同時輸出事件報警,直到故障和事件保護恢復正常后自動解除鎖定及事件報警。控制功能塊根據反饋的運行信號對潷水器運行時間按小時進行累計,同時設置了計時器復位功能。
如果潷水器因為故障、事件保護或檢修等原因可在該控制功能塊中禁用操作權限,此時潷水器不受系統自動控制和HMI手動控制并且退出自動控制序列,故障、事件解除或檢修完畢后可在功能塊中啟用操作權限恢復系統控制。
PROFIBUS通訊報文采用4PKW/2PZD字完成S7-300PLC與變頻器子站之間的讀寫操作,4PKW字報文負責變頻器電壓、電流、電量、溫度等參數的讀寫,2PZD字報文負責變頻器的狀態字、實際速度字、控制字、速度控制字參數的讀寫。變頻器控制、保護操作、狀態、運行參數等均由集成PROFIBUS通訊功能的變頻控制功能塊來完成數據讀寫。
2.2 系統自動聯動控制
2.2.1 CASS工藝池進程控制
程序員根據設計依據及CASS工藝要求開發了具有全自動控制、單池自動控制、單池手動運行、自動/手動暫停、自動/手動續航等功能的CASS工藝控制功能塊。
由于一期設計為2套CASS工藝池,為了達到連續進水的工藝要求,雙池自動控制(全自動控制)時系統自動將一個周期進程自動劃分為4個進程(進水、曝氣、靜沉、潷水)3個階段,第一階段為進水/曝氣階段(進水/曝氣可根據時間設定是否同時開始進程,但按工藝要求同時結束進程),第二階段為靜沉階段,第三階段為潷水閑置階段,其時間設置關系式如下:
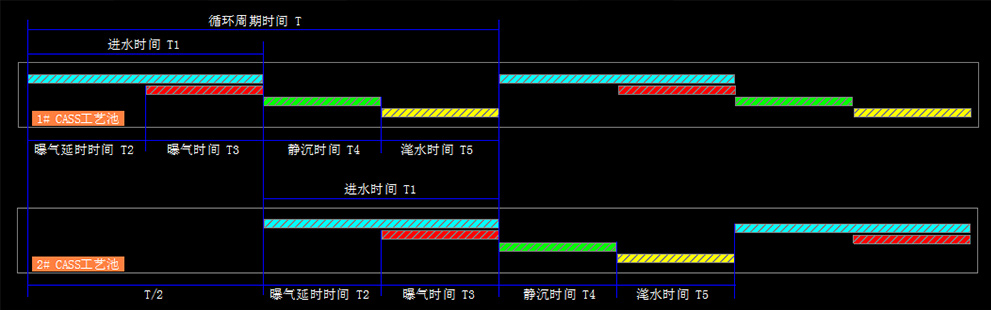
進水時間T1(雙池自動運行時不可設定時間,系統自動計算)=循環周期時間T(根據工藝要求可設定)÷2(例如1#CASS工藝池在進水/曝氣階段時2#CASS工藝池進入靜沉或潷水閑置階段,當2#工藝池在進水/曝氣階段時1#CASS工藝池進入靜沉或潷水閑置階段,如此循環達到連續進水的目的。)
曝氣延時時間T2(不可設定,系統自動計算)=進水時間T1 -曝氣時間T3(時間可設定,當設定時間大于進水時間時自動鎖定等于進水時間。)
潷水時間T5(不可設定,系統自動計算)=循環周期時間T(根據工藝要求可設定)-進水時間T1 -靜沉時間T4(自動運行時間可設定)
單池自動控制主要是在進水量較小情況下使用,此時循環周期時間、進水時間、曝氣時間、靜沉時間均可按實際工藝需求設定。曝氣延時時間、潷水時間依然按照以上關系式系統自動計算。
單池手動運行在CASS工藝池關聯某設備出現故障時為了能夠正常的生產運行所采取的一個獨立手動運行方式,此時需要系統操作員通過監控計算機操作站HMI手動監控操作。
在雙池自動控制、單池自動控制運行過程中,當CASS工藝池關聯的某設備出現故障、突發事件或緊急維護時,系統會執行自動暫停,關聯設備恢復正常運行時系統自動續航。
在單池手動運行過程中同樣可以手動操作進入手動暫停狀態或手動續航狀態。
2.2.2 CASS工藝池關聯設備的自動控制
雙池自動控制、單池自動控制時關聯設備(污水提升泵、羅茨鼓風機、相應羅茨鼓風機出口電動閥門、相應CASS工藝池進水/進氣電動閥門、回流/剩余污泥泵、潷水器、撇渣器等)必須處在遠程自動控制狀態(執行自動控制時確定HMI控制選擇開關置于PLC自動控制狀態),同時設備無故障和事件報警(污水提升泵、羅茨鼓風機與相應出口電動閥門必須保證一臺設備處于自動/正常/準備狀態),否則系統自動鎖定自動控制進入暫停狀態。
雙池自動控制首次開機時2#CASS工藝池閑置、1#CASS工藝池進程進入進水階段系統自動打開1#CASS工藝池的進水電動閥門,閥門完全開啟后系統自動啟動污水提升泵變頻調速運行,同時啟動1#CASS工藝池回流污泥泵將回流污泥與污水充分混合。1#CASS工藝池進程進入曝氣階段時系統自動打開1#CASS工藝池的進氣電動閥門,閥門完全開啟后系統自動啟動羅茨鼓風機,并且以1#CASS工藝池的DO過程變量、系統設定DO值為參量的PID計算輸出值來變頻調節,使1#CASS工藝池在曝氣進程中保持一個恒定的DO濃度。當1#CASS工藝池進水/曝氣階段結束進入靜沉階段同時2#CASS工藝池進入進水階段后,立即打開2#CASS工藝池進水電動閥門,停止羅茨鼓風機、停止1#CASS工藝池回流污泥泵,羅茨鼓風機停止后關閉1#CASS工藝池進氣電動閥門,1#CASS工藝池進水電動閥門進入延時關閉(例如延時100秒,時間可設定)等待狀態,此時污水提升泵保持自動變頻運行。2#CASS工藝池進水電動閥門完全開啟后系統啟動2#CASS工藝池回流污泥泵將回流污泥與污水充分混合。2#CASS工藝池進水電動閥門完全開啟或1# CASS工藝池進水電動閥門關閉延時計時結束時關閉1#CASS工藝池進水電動閥門。2#CASS工藝池進程進入曝氣階段時系統自動打開2#CASS工藝池的進氣電動閥,閥門完全開啟后系統自動啟動羅茨鼓風機,并且以2#CASS工藝池的DO過程變量、系統設定DO值為參量的PID計算輸出值來變頻調節,使2#CASS工藝池在曝氣進程中保持一個恒定的DO濃度。當1#CASS池靜沉階段結束進入潷水階段,系統自動啟動潷水器變頻下降潷水,啟動撇渣器執行一次撇渣動作,同時啟動剩余污泥泵,當回流污泥流量達到設定流量時自動停止剩余污泥泵,當潷水器潷水完畢后自動上升到高位停止,1#CASS池進入閑置階段等待下一次進水。此時一個全自動控制循環周期結束,1#、2#CASS工藝池自動控制流程相同如上所述以此類推。
CASS工藝池進水電動閥門延時關閉很好避免了雙池自動控制下污水提升泵不間斷運行大流量連續進水時不會因為兩組CASS池閥門開度不夠或者都處于關閉狀態造成細格柵渠和砂水分離器污水溢流。
CASS工藝池進氣電動閥門打開后啟動羅茨鼓風機,羅茨鼓風機停止后關閉進氣電動閥避免了在進氣閥門關閉情況下羅茨鼓風機繼續運行造成系統超壓損壞羅茨鼓風機。每個周期啟停鼓風機很好的讓2臺鼓風機利用周期曝氣過程結束間隙相互輪換使運行時間更加平均延長使用壽命。
單池自動運行時進水階段自動打開該CASS工藝池進水電動閥門,進水電動閥門完全打開后啟動污水提升泵變頻運行,曝氣階段自動打開該CASS工藝池進氣閥門,進氣電動閥門完全打開后啟動羅茨鼓風機。進水/曝氣階段結束后自動關閉污水提升泵和羅茨鼓風機,污水提升泵和羅茨鼓風機停止后關閉進水/進氣電動閥門。其它關聯設備運行方式與雙池全自動運行相同,在此不再重述。
2.2.3 初級處理(預處理)部分設備的聯動控制
進水電動閥門采用手動控制,正常運行時閥門保持常開狀態,在進水出現沖擊的時候可以手動調節閥門開度來控制進水流量,需要操作員通過監控計算機操作站根據提升泵井液位來手動調節(因進水電動閥沒有開度信號反饋不能設置自動調節)。
粗格柵井部分粗格柵除污機自動控制時在進水閥門打開、提升泵井液位發生變化條件下按格柵除污機工藝控制功能塊執行定時/液位差控制。粗格柵除污機相應的皮帶輸送機與其同時啟動,在粗格柵除污機停止后延時10S停止。
細格柵渠部分細格柵除污機自動控制時在污水提升泵運行條件下按格柵除污機工藝控制功能塊執行定時/液位差控制。任何1臺細格柵除污機運行時其相應的螺旋輸送機與其同時啟動,2臺細格柵除污機均停止后延時10S停止螺旋輸送機。
旋流沉砂部分旋流攪拌器、砂水分離器、羅茨鼓風機(1用1備、互為備用、依次輪換控制方式)自動控制時在污水提升泵運行條件下同時啟動,污水提升泵停止條件下同時停止。除砂機工作流程自成系統,只需同條件自動啟停信號控制即可。
2.2.4 提升泵井部分設備的聯動控制
提升泵井部分污水提升泵自動控制時由CASS工藝控制功能塊來控制啟停,操作員可以根據工藝需要選擇以恒流量或恒液位PID計算變頻控制,也可以操作員通過監控計算機操作站手動給定速度變頻運行。4臺污水提升泵執行3用1備控制方式,2臺變頻驅動泵組每次啟動1臺變頻調節輸出,另外1臺變頻驅動泵組自動輪換備用,當需要增加泵組時自動啟動工頻驅動泵組,需要減少泵組時自動停止工頻驅動泵組。4臺泵組均受提升泵井液位控制,當液位低于保護液位設定值時停止所有泵組,液位恢復到啟動液位設定值時可啟動泵組,液位保護具有最高權限,超低/超高液位時系統自動報警。
2.2.5鼓風機房部分設備的聯動控制
鼓風機房部分羅茨鼓風機自動控制時由CASS工藝控制功能塊來控制啟停,啟動前打開相應的出口電動閥門,閥門開到位后啟動羅茨鼓風機自動變頻運行,停止時先停止羅茨鼓風機,鼓風機停止后自動關閉出口電動閥門。2臺鼓風機1用1備、互為備用、定時依次輪換,以DO過程變量為PID計算參量的恒定DO濃度變頻調速控制。鼓風機同時受到出口壓力限制,超越設定的壓力限制值時系統自動減速并且報警輸出。在每組CASS工藝池進氣初期DO濃度很低時,在設定時段內為了控制系統良好的曝氣質量可以根據工藝需求選擇恒定輸出空氣流量控制。
2.2.6 藥液投加部分設備的聯動控制
藥液投加部分加藥計量泵由操作員根據工藝需求手動通過監控計算機操作站手動對相應的CASS工藝池投加藥液,選擇相應的CASS工藝池輸入投加量后系統打開相應CASS工藝池藥液投加電動閥門然后啟動變頻驅動計量泵自動計量投加,投加計量到達設定流量時自動停止投加計量泵,然后關閉相應的電動閥門。藥液儲槽攪拌器定時啟停,藥液投加前自動啟動攪拌器,投加結束自動停止,同時設置了高低液位報警功能,在超低液位時加藥計量泵受到液位保護不能啟動,液位恢復后可以啟動。
2.2.7 消毒排水部分設備的聯動控制
消毒排水部分自成系統,2# S7-300PLC站通過PROFIBUS總線與紫外線消毒系統5# S7-200PLC從站通訊完成狀態監控和部分數據讀寫,系統排水由紫外線消毒系統控制。2# S7-300PLC主站將讀取的數據送至數據存取區方便監控中心進行監控。
中水回用部分自動控制污泥脫水部分清水池液位控制,清水池液位低于設定的補水液位時自動啟動中水回用泵組,清水池液位高于設定的滿水液位時自動停止中水回用泵組。2臺泵組1用1備、互為備用、定時依次輪換工作。2臺泵組均受出水井液位控制,當液位低于保護液位設定值時停止所有水泵,液位恢復到啟動液位設定值時可啟動泵組,液位保護具有最高權限,超低液位時系統自動報警。
中水過濾器在中水回用泵啟動后定時開啟反沖,中水回用泵停止狀態時定時計時器自動暫停。
2.2.7 生物除臭部分設備的聯動控制
生物除臭設備自成系統,1# S7-300 PLC主站通過離散量接口與其連接,CASS工藝池運行時開啟生物除臭設備,CASS工藝池停止時關閉生物除臭設備。其主要設備運行狀態通過離散量接口送至數據存取區方便監控中心進行監控。
2.2.8污泥脫水部分設備的聯動控制
污泥脫水部分自成系統,設置了3#/4# S7-200PLC兩套從站分別控制污泥脫水和藥液投加2部分,1# S7-300PLC主站通過以太網TCP/IP與兩套S7-200PLC從站通訊,讀取的運行數據送至數據存取區方便監控中心進行監控,同時1# S7-300PLC主站也將污泥池液位送至3#S7-200PLC從站作為污泥脫水系統運行判定依據。
污泥脫水部分獨立控制,主站部分不對其做任何自動控制,只提供數據交換服務。
推薦產品 MORE+










推薦新聞 MORE+
- 工業物聯網概念2019-10-08
- 工業物聯網可以如此簡單2019-09-24
- 物聯網卡2g會退網么?2019-09-16
- 什么是物聯網?三分鐘帶你看懂物聯網!2019-09-09
- IoT云服務連接性的方式2018-12-13
- 工業物聯網要用哪些技術?2018-12-13
- 工業物聯網應用現狀2018-12-13
- 區塊鏈或成破解版權難題的一道秘方2018-12-13
- 工業物聯網的價值與意義2018-12-13
- 沅力對物聯網技術等進行持續的研發和創新2018-12-13


